
🌐 什麼是 3D 列印填充?
填充(Infill) 是指列印物體內部的結構,影響其強度、重量、列印時間與材料用量。它是 3D 列印中實現功能性與效率平衡的關鍵設定。
-
填充密度(Infill Density):以百分比表示,0% 為空心,100% 為實心,常見設定為 10–50%。
-
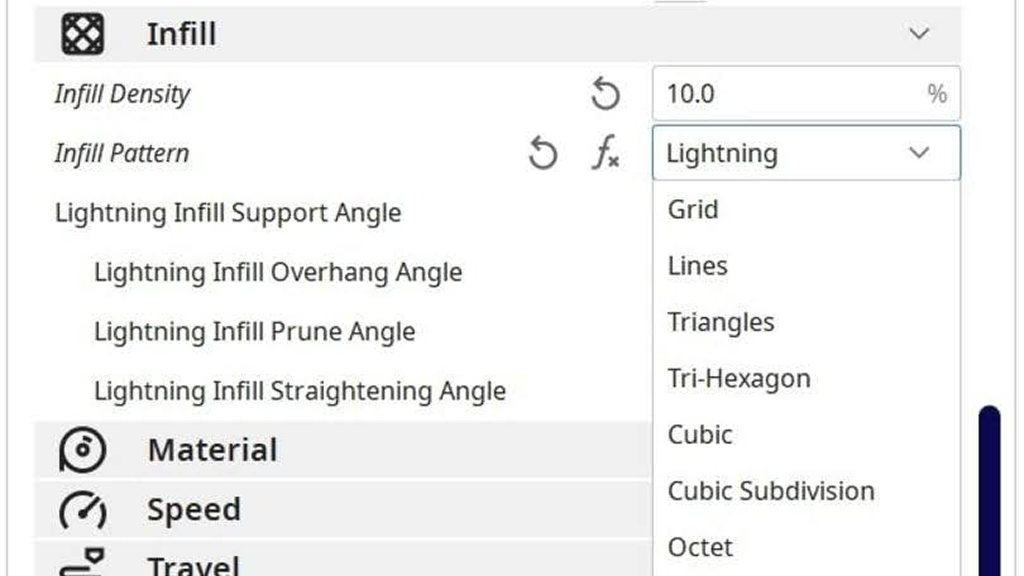
填充圖案(Infill Pattern):不同幾何形狀會改變力的分布與結構強度,可針對不同應用最佳化。
🧱 常見填充圖案與用途
|
圖案類型 |
特性 |
適用情境 |
|---|---|---|
|
網格(Grid) |
快速、簡單,垂直強度佳 |
快速列印、支撐基本零件 |
|
線條(Lines) |
單方向線條,最快速 |
視覺模型、草模 |
|
三角形(Triangles) |
高強度、抗剪力佳 |
承力構件 |
|
蜂巢(Honeycomb) |
材料效率高、均勻受力 |
功能性零件 |
|
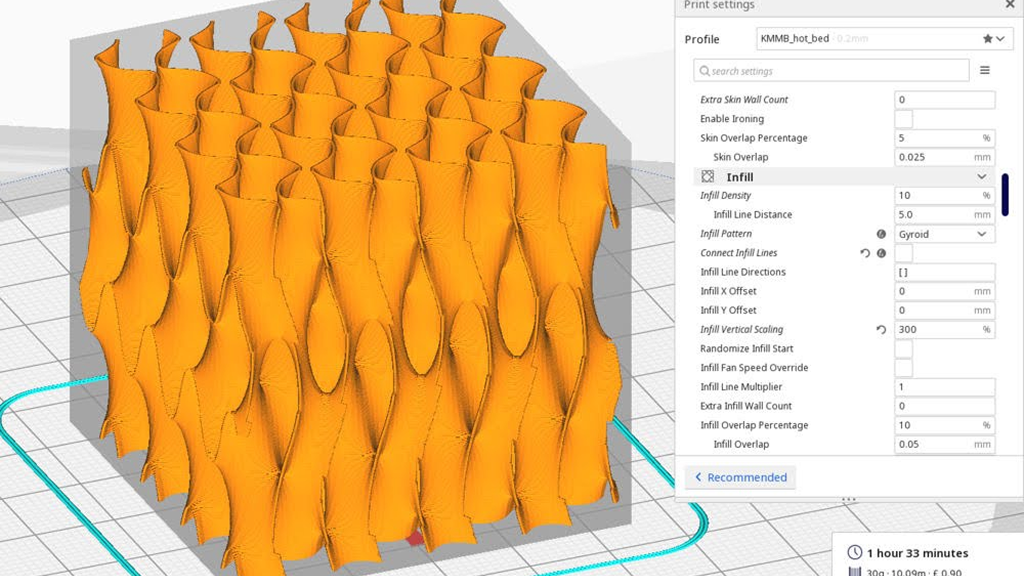
陀螺儀(Gyroid) |
各向同性強度、美觀 |
複雜應力、流體應用 |
|
立方體(Cubic) |
全方位強度、減重佳 |
大型模型、機械部件 |
|
同心(Concentric) |
跟隨輪廓、柔韌性佳 |
可彎曲部件、外觀模型 |
陀螺填充(Gyroid):3D 列印結構的變革者
在 3D 列印的進階應用中,Gyroid(陀螺)填充圖案以其獨特的幾何特性和結構表現,逐漸成為工程師與設計師的首選。相較於傳統的網格、線條或蜂巢結構,Gyroid 展現了前所未有的強度一致性與材料效率,是功能性零件與高性能應用中的關鍵填充模式。
Gyroid 主要特性包括:
-
✅ 近各向同性強度:在所有方向上提供幾乎相同的力學表現。
-
✅ 優異的剛性重量比:減輕重量同時保持結構強度。
-
✅ 自然自支撐:列印過程中無需額外內部支撐。
-
✅ 連通通道:允許流體或氣體穿越結構,應用於冷卻或過濾裝置。
|
優勢 |
說明 |
|---|---|
|
📏 結構強度一致性 |
分散應力集中點,有效抵抗各方向外力 |
|
🔧 列印穩定性高 |
連續路徑減少噴頭跳動與材料堆積缺陷 |
|
🔄 可控變形性 |
保留一定彈性,避免脆性斷裂 |
|
💎 美觀性佳 |
配合透明線材可呈現流線型內部視覺 |
🧩 陀螺填充的應用場景
Gyroid 結構非常適合用於以下專業用途:
-
多向受力功能件(如夾具、支架)
-
航空與汽車用輕量化部件
-
生物醫學植入物(可調孔隙率)
-
熱交換器、氣體或流體導管
-
透明裝飾品與設計展示模型
⚠ 使用 Gyroid 的注意事項
|
挑戰 |
說明 |
|---|---|
|
🧮 切片時間增加 |
高幾何複雜度會延長處理時間 |
|
⏱ 列印時間更長 |
非線性路徑造成列印速度略慢 |
|
🔢 密度下限較高 |
通常須 ≥10–15% 才能維持穩定結構 |
選擇最強填充圖案:兼顧強度與效率的最佳策略
在 3D 列印設計中,選擇正確的**填充圖案(Infill Pattern)**對於確保零件的機械性能至關重要。不同圖案的結構特性,使其在承受各種類型的應力時表現各異。本文將系統性探討影響填充強度的關鍵因素,並提供針對不同應用場景的圖案選擇建議。
🧠 強度評估的五大關鍵因素
-
施加力方向:包括壓縮、拉伸、剪切或多向力。
-
圖案的異向性或各向同性:影響應力分佈與整體穩定性。
-
填充密度:密度越高,整體剛性越強,但列印時間與材料成本也相應增加。
-
材料特性:如 PLA、PETG、尼龍的彈性模數與層間附著能力。
-
列印方向與層間連接:與應力方向的對齊關係會顯著影響強度。
🔍 常見填充圖案的力學特性比較
|
圖案類型 |
適用受力方向 |
各向異性 |
強度表現 |
列印速度 |
備註 |
|---|---|---|---|---|---|
|
Gyroid(陀螺) |
多向受力 |
近各向同性 |
⭐⭐⭐⭐☆ |
慢 |
出色的剛性與流體導通能力 |
|
立方體細分 |
多向受力 |
偏各向同性 |
⭐⭐⭐⭐☆ |
中等 |
適用於大型功能件 |
|
三角形 |
側向、抗剪 |
各向異性 |
⭐⭐⭐⭐☆ |
中等偏快 |
高密度時非常堅固 |
|
蜂巢(Hexagonal) |
水平與壓縮力 |
各向異性 |
⭐⭐⭐⭐☆ |
中等偏快 |
高強度與美觀兼具 |
|
格線(Grid) |
垂直壓縮 |
各向異性 |
⭐⭐⭐☆☆ |
中等 |
平衡型填充,常用於原型 |
|
線條(Lines) |
輕微受力 |
極度各向異性 |
⭐⭐☆☆☆ |
快 |
適用快速成型 |
|
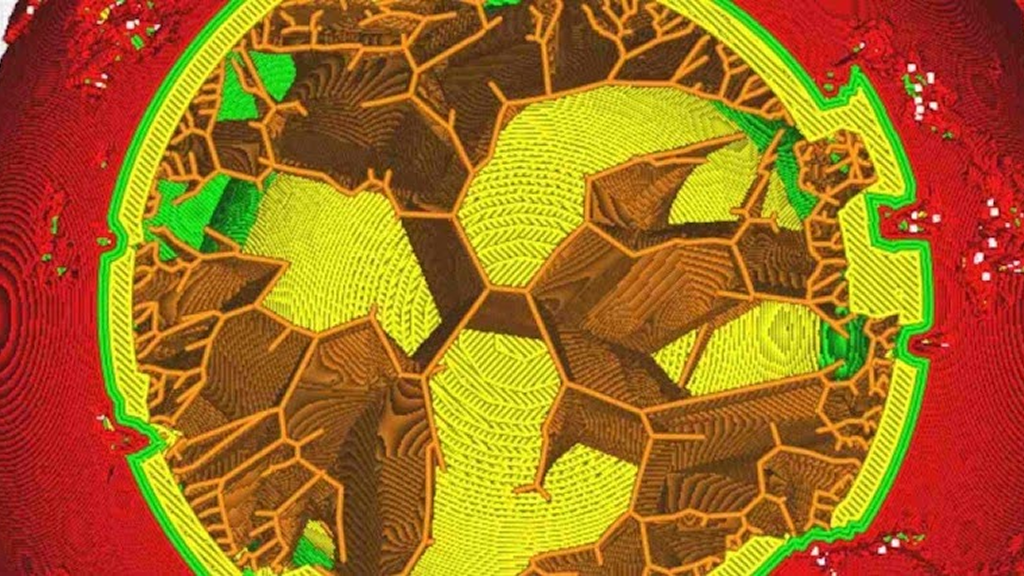
閃電(Lightning) |
僅支撐頂面 |
非連續結構 |
⭐☆☆☆☆ |
超快 |
僅適用非結構性用途 |
|
同心圓 |
抗衝擊與彈性 |
可控異向性 |
⭐⭐⭐☆☆ |
中等偏慢 |
提供變形吸收能力 |
🎯 應用導向的填充選擇建議
✅ 功能性原型
-
建議圖案:Gyroid / 立方體
-
填充密度:15–25%
-
目的:平衡強度與材料用量,模擬實際使用情境。
✅ 終端使用部件(End-use parts)
-
建議圖案:三角形 / 蜂巢
-
填充密度:30–50%
-
目的:實現高剛性與良好抗疲勞性能。
✅ 大型結構件
-
建議圖案:立方體細分 / Grid
-
填充密度:20–30%
-
目的:最大化剛性與減少材料消耗。
✅ 抗衝擊或柔性應用
-
建議圖案:同心圓 / Gyroid
-
填充密度:10–20%
-
目的:吸收能量與可控變形能力。
避雷填充與高效率列印策略:深入解析
一、Lightning 填充模式:專為速度優化的創新填充
在 UltiMaker Cura 4.12 中推出的 Lightning 填充,是針對快速列印需求所設計的填充策略。該演算法模式僅在頂部需要支撐的區域進行稀疏填充,具備以下關鍵優勢:
-
列印速度提升:比傳統圖案快約 25%
-
材料消耗最小:節省燈絲成本與重量
-
維持頂面品質:雖然內部稀疏,仍能支撐頂層
適用場景:快速原型製作與視覺展示模型
不適用於:承受高應力的功能部件
二、列印速度與品質的最佳化策略
1. 基本調整技巧:
-
降低填充密度:如 5–10%,適用於無結構需求模型
-
增加層高:提高列印速度,犧牲部分表面精細度
-
最佳化壁厚:用壁厚彌補低填充下的強度損失
-
啟用自適應層高:節省時間且維持細節
2. 材料選擇影響:
-
PLA:低溫列印,適合高速擠出
-
PETG:黏合性佳,適合中速列印
-
尼龍:高強度,低填充下仍保持韌性
三、填充密度深入探討
填充密度指內部填充材料佔整體體積的比例,直接影響強度、重量、材料用量與列印時間。
推薦密度範圍:
-
5–10%:快速原型、視覺模型
-
15–25%:一般用途,效率與強度平衡
-
30–50%:中強度功能部件
-
60–100%:承受重負載結構
影響選擇的因素:
-
表面品質需求
-
彈性與功能性需求
-
後處理考量(如打磨)
-
熱學特性(如散熱、絕緣)
高階密度設計:
-
可變密度:針對應力區域提升密度
-
梯度密度:由內而外漸進增密
-
壁厚與填充整合設計:比單純提高填充效率更高
✅
UltiMaker Cura
-
基本圖案:線條、網格、三角形、立方體
-
先進圖案:
-
Gyroid:彈性與各向同性強度佳
-
Lightning(閃電填充):極速列印、節省材料
-
十字與十字 3D:用於柔性零件
-
-
進階功能:
-
漸進填充步驟:逐層提升密度
-
填充線方向:加強指定方向的強度
-
每模型設定 & 修改器網格:區域性填充控制
-
二、針對應用的填充優化策略
|
應用類型 |
建議填充圖案與密度 |
技術重點 |
|---|---|---|
|
功能原型 |
立方體 / 自適應立方體15–20% |
快速列印與功能平衡 |
|
最終用途零件 |
三角形 / 混合填充30–50% |
加強多方向應力 |
|
輕量結構 |
八位組 / 蜂巢 / Gyroid10–15% |
高強度重量比 |
|
柔性部件 |
同心 / 十字 3D5–30% |
控制撓性與局部強化 |
|
散熱用途 |
Gyroid / 螺旋40–60% |
熱質量與氣流通道設計 |
|
美觀列印 |
立方體 / 螺旋圖案 |
配合透明材料展示內部結構 |
三、進階列印優化技術
-
填充重疊設定:
-
通用建議:20–30%
-
高強度部件:可達 50%
-
柔性材料:建議降低至 10–15%
-
-
自訂局部填充密度與圖案:
-
使用 Cura 的“修改器網格”或“每模型設定”功能
-
實現零件內不同區域的功能性差異
-